
Summer is coming to a close, and the once plentiful corn stands that dotted country roads and even well-traversed city highways are beginning to dwindle down in number (replaced by donut stands, thankfully).
Despite countless summer BBQs tugging on the supply chain at peak season, the vast landscape of cornfields in the Midwest (and beyond) seems to provide more than enough to meet demand. So, what happens to all that extra corn?
The US is the world leader in corn production, and Iowa produces the most corn among the 50 states, growing over 15 billion bushels in 2017. According to Iowa Corn [1], the majority of corn is not consumed at the dining room or picnic table; 25% is allotted to feed, 18% to exports, 4% goes to food and industrial food processing and 9% as residual use. The majority of corn usage, around 44%, is for ethanol and fuel production. Other high-starch crops like wheat, barley, potato and cassava may also be used for the purpose of bioethanol production.
Most corn-ethanol comes from the dry milling process. The major steps are[2]:
- Milling. Corn is cleansed and passed through hammer mills which grind it to a fine powder
- Liquification. The meal is mixed with water and enyzme alpha-amylase and heated until the starch is liquified. Sulfuric acid or sodium hydroxide is added to adjust to pH 7
- Sacchararification. The enzyme gluco-amylase is added to convert starch to fermentable sugars
- Fermentation. Yeast is added to the mash to ferment the sugars and to ethanol and carbon dioxide.
- Distillation. The fermented mash, containing about 10% alcohol, is distilled to about 96% purity
- Dehydration. Water is removed from the ethanol by molecular sieves to produce anhydrous ethanol
- Denaturing. Ethanol that will be used for fuel is denatured with a small amount of product, like gasoline, to make it unfit for human consumption
It’s worth noting that ethanol isn’t the only valuable product coming out of an ethanol plant. About 1/3 of the bushels used in Iowa ethanol production are turned into a co-product called DDGs (Dried Distiller Grain), a valuable, high-protein livestock feed [1].
Distiller’s dried grains with solubles are the dried residue remaining after the starch fraction of corn is fermented with selected yeasts and enzymes to produce ethanol and carbon dioxide [2]. After complete fermentation, the alcohol is removed by distillation and the remaining fermentation residues are produced, including wet distillers grains (WDG), condensed distillers solubles, and modified wet distillers grains. Condensed distillers solubles is combined with the WDG fraction and dried to produce DDGS. Of all these co-products, DDGS is the predominant form produced and available to the global feed industry. DDGs have a longer shelf life than normal corn and soybean meal, adding to its value. Selling co-products gives the ethanol producers a new revenue stream to help compensate for fluctuations in renewable fuel demand and price.
Engineering, automation and process technology enhancements have been implemented to efficiently extract more out of each bushel of corn. The rest of this blog provides some insight into how online NIR technology like the BUCHI NIR-Online Process Analyzer can help accomplish just that, from grain intake to biofuel process optimization.
Process Control & Optimization
Grain intake
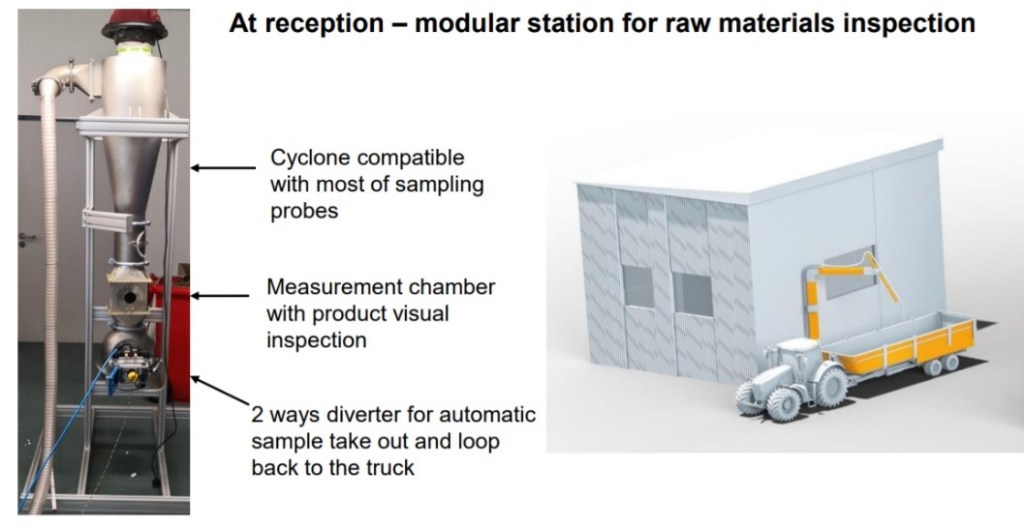
Grain analysis for quality control can be performed directly in the truck unloading area using BUCHI NIR-Online Process Analyzers. Incoming grain is taken by a truck sampler and analyzed for moisture and protein. Real-time information provides a pre-check of samples and entire load control to determine the real average values for correct payment and to flag low-quality batches that should be rejected.
Grain binning
Installation of the analyzer right before the silo allows for segregation of incoming goods. Results can be automatically transferred to a process control system to activate the correct valve for the bin and to adjust for variations of protein content during unloading. The raw material intake, grain composition, and quality are monitored and documented. This all serves to improve the efficiency of subsequent blending steps.
Grain blending
Grain blending is critical to ensure a consistent high final product quality and to improve milling performance. This step can be automatically controlled, allowing the operator to operate closer to targets and make real-time process adjustments as necessary.

Tempering
Consistent tempering of grain is required for keeping the milling process at high efficiency and performance. Accurately measuring water content and controlling water dosage in real-time helps comply with product specifications and prevents the need for expensive and time-consuming rework.
Milling
The milling process can be improved by continuous monitoring of key parameters by NIR, including starch, moisture, protein and fat.
Maximizing ethanol yield and profitability is one main objective of the fuel ethanol industry. Here, corn quality as determined by the amount of starch, is a predictor of theoretical ethanol yield. NIR is a rapid method to calculate this important property before fermentation.

NIR is a well-known method for moisture content; this measurement may be useful pre- or post-milling.
Post-Fermentation
After fermentation, silage is pulled away as valuable co-products like DDGS. Here, moisture, protein and fat may be measured to quantify and optimize nutritional properties for sale as feedstock.
Conclusion
NIR-Online technology can provide critical product qualities across the biofuel production process. Watch the video below to see how these sensors can be integrated into existing processes and process control systems.
To learn more about NIR-Online, contact us or visit our NIR-Online product page here.
References
[1] Corn Uses. (n.d.). Retrieved September 16, 2020, from https://www.iowacorn.org/corn-uses/
[2] Shapley. (2011). Ethanol from Corn. Retrieved September 16, 2020, from http://butane.chem.uiuc.edu/pshapley/Environmental/L8/4.html
[3] Bjrae. (2015, July 01). Overview of DDGS. Retrieved September 16, 2020, from https://www.biofuelscoproducts.umn.edu/general-information/overview
